Electrostatic Spraying Process
1. Pretreatment
Objective:To get rid of the workpiece surface oil, dirt, rust and in theworkpiece surface generating a layer of corrosion resistance and canincrease the spraying coating adhesion "phosphating layer".
Maintechnological steps: In addition to oil, rust removal, phosphating andpassivation. The workpiece surface after treatment before not only nooil, rust, dust and the original silver luster surface generating alayer of uniform and the rough is not easy to rust grey phosphating filmand can increase the coating layer adhesion.
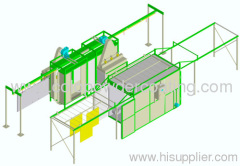
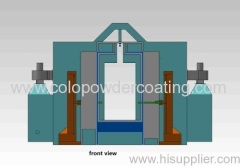
2. Electrostatic spraying
Objective:Powder coating evenly spray to the surface of the workpiece. Thespecial work (including easy to produce electrostatic shieldingposition) should be using the high performance electrostatic spraymolding machine to complete the painting.
Process steps:
Usingelectrostatic adsorption principle in the surface of the workpieceevenly spray on a layer of powder coating. Falling powder through therecovery system recovery and sieve used again.
3. High temperature curing
Objective:The workpiece surface of powder coating heating to the specifiedtemperature and heat preservation corresponding time, melting, flowflat, curing.
Process steps: Spraying good workpiece push curingoven, heating to the predetermined temperature (usually 185 degrees)and heat preservation corresponding time (15 minutes). Blow on take outcooling namely get finished.
4. Decoration processing
Objective:Make after electrostatic spraying after the workpiece to achieve a kindof special appearance (all kinds of wood grain, decorative pattern,such as honor).
Process steps: Finish, transfer and treatment process.