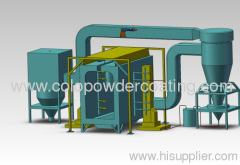
LPG cylinder surface powder coating operation process
spraying process: a spray cylinder surface treatment → → spray booth -oven → test → finished.
Cylinders before spraying surface treatment: spray cylinder surface to form a layer of coating, coating quality and performance not only quality paint, also has an important relationship with the cylinder surface before spraying process (also known as pre-treatment).
The surface treatment is generally composed of three parts degreasing, rust, and the formation of the chemical coating.
(1) Degreasing: cylinders after the incineration furnace grill, the surface of the grease had been removed.
(2) rust: by sandblasting process.
To with the clean dust-free rag after the in the
sand blasting derusting wipe the the floating rust, of the steel cylinder the surface of or use the the blowing gun blowing the net floating rust,
To ensure that the cylinder surface is clean, no oil, no embroidery, no impurities, no dust.
(3) pre-spray treatment, after sandblasting, the best and then through the phosphate or sulfide liquid scrub
Achieve the the the role of of the of degreasing, derusting, and wiped the the surface of dust. The the phosphating solution and the the iron and steel the interaction of is formed, in the the iron and steel the surface of the a layer of-protective film of the gray-black - phosphating membrane (to has a the anti-the corrosion the role of) is, more conducive to the powder spraying.
After the three steps above the cylinder surface treatment in order to meet the conditions should have before spraying.
3, spray room: use the the compressed air purge dusting system in the the pre-construction of each day, thoroughly with a damp cloth and vacuum cleaners the the Clean the dusting equipment and the the spray the Housing, guarantee spray in room non-impurities, dust, clothing fibers, equipment abrasive grain, dusting system scaling.
4 oven: require oven heat effect is good, warming fast, uniform temperature inside the box, good insulation effect. Baking conditions as the temperature was raised to 180 ° C, holding time of 15 minutes to 20 minutes.
5, Inspection: the the come out of the plastic spraying steel cylinder of the check the from the the oven within the, found that that the defects in a timely manner re - spray or adopt the other way to remedial.
Second, the. The powder spraying method
,2-Of the the Ping surface of the of the the spraying 3 all over the, cross it again, vertical it again, to find it again.
Dead, because the dead space is not clean, clean up, and shielded electrostatic, could easily lead to the non-stick powder gun gun head should be the distance from the workpiece dead ends closer, or flat turned their guns killed angle.





.jpg)

.jpg)